Lustra
Lustra Dubiel Vitrum cechuje perfekcyjna jakość wykonania.
Ich wzornictwo jest zgodne z najnowszymi trendami i pozwala na zastosowanie zarówno we wnętrzach klasycznych, jak i nowoczesnych.
Produkty
Meble i kafle
Meble szklane - proste, lekkie, prawie niewidoczne
Szklane meble Dubiel Vitrum to proste formy podążające za nowoczesnym, światowym wzornictwem, szkło o różnych grubościach i kolorach, precyzyjnie wykończone krawędzie oraz nowatorskie metody klejenia szkła, dzięki którym powstaje trawła spoinach a klej pozostaje niewidoczny.
Produkty
Szkło budowlane
Szkło łączy ważne dla budownictwa i architektury cechy: wytrzymałość, transparentność, podatność na obróbkę i zdobienie.
czytaj więcejProdukty
Szkło specjalne
Dubiel Vitrum jest dostawcą przetworzonego szkła płaskiego dla kilkuset polskich i zagranicznych odbiorców - producentów i wykonawców w wielu zróżnicowanych sektorach gospodarki.
Produkty
Zastosowania / Realizacje
Projekty indywidualne
Szkło w naszym otoczeniu
We współczesnych wnętrzach szkło znajduje zastosowanie coraz częściej, ze względu na swoje wyjątkowe cechy i walory estetyczne. Kompleksowo realizujemy projekty indywidualne i inwestycje, w których szkło wykorzystywane jest jako materiał konstrukcyjny lub element wyposażenia.
Zastosowania / Realizacje
Szkło laminowane VSG, Laminowanie szkła

Produkowane przez Dubiel Vitrum hartowane szkło laminowane VSG zalicza się do rodziny szkieł bezpiecznych. Jest powszechnie wykorzystywane w budownictwie i architekturze, najczęściej w konstrukcjach tworzących przegrody, barierki, balustrady, zadaszenia, schody, podłogi i stropy, elewacje szklane itd. Dzięki szerokim możliwościom technologicznym wzbogacania szkła, oprócz jego funkcji konstrukcyjnych i architektonicznych, nadajemy mu dodatkowo walor estetyczny: produkujemy szkło VSG gięte, malowane całopowierzchniowo, zdobione grafikami, z kolorowymi foliami i z innymi dodatkami.
Szkło VSG składa się z dwóch lub więcej tafli szkła połączonych ze sobą za pomocą jednej lub wielu folii PVB (poli-winylo-butyralowej). Różnicując ilość i grubość poszczególnych warstw, otrzymuje się szkło laminowane o odmiennych właściwościach fizycznych. Produkujemy szkło laminowane wg normy PN-EN 12543.
Dzięki temu, że szyby VSG są wykonane w ten sposób, nawet w razie pęknięcia szkło nie rozpada się, trzymając się folii. Szyby laminowane są powszechnie nazywane VSG, co jest skrótem od „VerbundSicherheitsGlas” czyli szkło bezpieczne warstwowe.
Zalety szyb warstwowych laminowanych folią PVB:
- w przypadku pęknięcia szkła VSG, związana z nim folia PVB powstrzymuje fragmenty szkła, co minimalizuje ryzyko zranienia
- szkło warstwowe nawet po rozbiciu zabezpiecza przed przedostaniem się przedmiotów i osób, stanowiąc skuteczną zaporę przeciwwłamaniową lub ochronną
- szkło laminowane zwiększa izolacyjność dźwiękową przegrody – w porównaniu ze szkłem monolitycznym tej samej grubości
- Zobacz: Szkło laminowane dźwiękochłonne
- szkło VSG ogranicza przenikanie szkodliwego dla ludzi i przedmiotów promieniowania UV
- szkło warstwowe odpowiednio skonfigurowane chroni przed ostrzałem lub falą detonacyjną
Skład i oznaczenia szkła laminowanego VSG
W skład szkła bezpiecznego warstwowego VSG wytwarzanego w Dubiel Vitrum wchodzą szkła sodowo-wapniowo-krzemianowe w rodzinach typu:
- float – w grubościach od 3 do 19 mm
- float barwiony w masie
- szkła trawione chemicznie
- szkła malowane całopowierzchniowo bądź techniką sitodruku z nadrukiem na zewnątrz bądź do wewnątrz
- szkła z grafiką drukowaną UV do wewnątrz laminatu
Laminaty szklane mogą składać się z dowolnych kombinacji szkieł float:
- odprężonych (niehartowanych)
- hartowanych (ESG)
- półhartowanych (TVG)
Firma Dubiel Vitrum dodatkowo wykonuje laminaty z zadrukami na folii, elementami dekoracyjnymi umieszczanymi wewnątrz laminatu – tego typu realizacje wymagają indywidualnych ustaleń z Działem Sprzedaży.
W zależności od przeznaczenia szkła warstwowego (dachy, balustrady, podłogi i podesty, schody, architektura wnętrz) stosuje się różne grubości szkieł i folii PVB. Powszechnie przyjęto i stosuje się sposób oznaczenia laminatu, który jest opisem konfiguracji szkła, np.: AB.C gdzie:
A – grubość pierwszej tafli szkła wyrażona w milimetrach
B – grubość drugiej tafli szkła wyrażona w milimetrach
C – liczba folii PVB (jedna folia o nominalnej grubości 0,38 mm)
Przykład: szkło VSG 44.2 oznacza dwie szyby #4 mm oraz dwie folie 0,38 mm / lub jedną 0,76 mm
Przykład: szkło VSG 106.4 oznacza jedną szybę #10 mm, drugą szybę #6 mm oraz międzywarstwę z folii PVB 4 x 0,38 mm / lub 2 x 0,76 mm
Przykład: szkło VSG 10810.44 oznacza jedną szybę zewnętrzną #10 mm, środkową szybę #8 mm, drugą szybę zewnętrzną #10 mm oraz 2 międzywarstwy z folii PVB 4 x 0,38 mm / lub 2 x 0,76 mm
Laminowanie szkła - proces produkcji
Laminowanie szkła to proces polegający na połączeniu jednej lub kilku warstw szkła za pomocą syntetycznej warstwy klejącej (folii). Różnicowanie ilości oraz grubości poszczególnych warstw szkła pozwala na produkcję bezpiecznego szkła VSG o cennych walorach użytkowych i estetycznych. Jedną z głównych zalet tego procesu jest podwyższenie odporności mechanicznej szkła. W przypadku stłuczenia laminacja zapobiega niebezpiecznej fragmentacji. Odłamki szkła pozostają na folii, co zmniejsza ryzyko ewentualnego skaleczenia. Z tego powodu szkło laminowane ma powszechne zastosowanie wszędzie tam, gdzie wymagane jest zastosowanie szkła bezpiecznego. Sam proces zyskuje coraz większą popularność w przemyśle szklarskim, dając różnorodne możliwości późniejszej obróbki szkła.
Stosujemy dwie podstawowe technologie uzyskiwania szkła laminowanego:
1. Prelaminacja
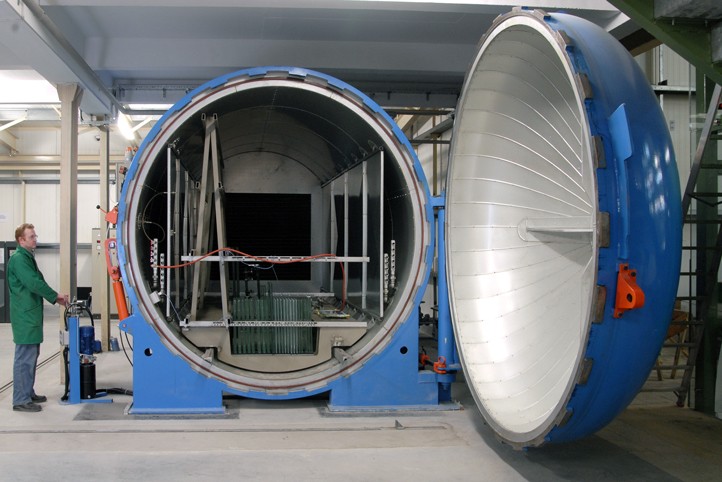
Przygotowane szkło budowlane (pocięte, oszlifowane, ewentualnie zahartowane) myje się, a następnie w klimatyzowanym i sterylnym pomieszczeniu (clean room) przekłada się folią PVB. Przełożone folią formatki trafiają na system walców i pieców, które łączą ze sobą wszystkie elementy składowe. Aby zapewnić odpowiednią adhezję i nierozerwalność związku szkła i folii PVB, formatki poddaje się procesowi autoklawizacji w temperaturze ok. 140°C i ciśnieniu 12 atmosfer. W zależności od składu laminatu proces ten zajmuje od około 1 godz. do nawet 6 godzin. Po opuszczeniu autoklawu obcina się naddatki folii z brzegów formatek i czyści szkło.
2. Worek próżniowy
Przygotowaną „kanapkę” złożoną z warstw szkła float i folii PVB umieszczamy w specjalnie przygotowanym szczelnym worku, z którego odsysane jest powietrze w celu uzyskania próżni. Tak przygotowane ściśnięte próżnią szkło umieszczamy w autoklawie, gdzie poddawane jest niezbędnemu w kolejnym etapie procesowi autoklawizacji (jw.)
Zobacz: Budowa linii do produkcji szkła warstwowego
Możliwości produkcyjne
Rodzaje szkieł używanych do laminowania:
-
szkło float odprężone
-
szkło hartowane ESG
-
szkło półhartowane TVG
-
szkło gięte
-
barwione w masie
-
trawione (strona trawiona na zewną trz laminatu)
-
lustra (podkład lustra do środka lub na zewną trz laminatu)
-
piaskowane (strona piaskowana zawsze na zewną trz laminatu)
-
powłokowe:
-
malowane farbą ceramiczną (strona malowana do środka lub na zewnątrz)
-
malowane farbą wodną (strona malowana do środka lub na zewną trz)
-
z nadrukiem UV (strona malowana do środka lub na zewnątrz)
-
z powłokami specjalnymi
-
Rodzaje folii do laminowania:
-
folia PVB bezbarwna, dostępna w trzech grubościach: 0,38mm, 0,76mm, 1,52mm
-
folia PVB matowa (zwana też zwyczajowo folią mleczną) lub delikatnie matowa o większym stopniu transparentności, dająca efekt „zaparowanej szyby” / „zmrożonego szkła” / "mgiełki" (Cool White)
-
folie PVB kolorowe (np.: czarna Absolute Black, biała Polar White, czerwona Deep Red i inne kolory)
-
folia EVA – na specjalne zamówienie
W Dubiel Vitrum dajemy klientowi niepowtarzalną możliwość wykonania szkła bezpiecznego laminowanego, które zaspokaja bardzo indywidualne potrzeby i gusta: oprócz zdobienia szkła technikami drukarskimi i malarskimi, możemy umieścić między warstwami szkła laminowanego VSG dodatki, takie jak:
-
tkaniny o strukturze jednolitej, np. płótno
-
folie PCV z nadrukiem
-
papier
-
inne
UWAGA: Każdorazowo niezbędne jest przeprowadzenie prób przed wykonaniem właściwego zamówienia.
|
OPERACJE TECHNOLOGICZNE |
ISTOTNE WARUNKI TECHNICZNE LAMINOWANIA SZKŁA w Dubiel Vitrum |
|
Laminowanie szkła płaskiego folią PVB (produkcja szkła VSG) |
Produkcja liniowa – graniczne wymiary laminatu:
Produkcja ręczna (worek próżniowy) W przypadku produkcji ręcznej przy użyciu worków próżniowych rozmiar laminatu ograniczony jest fizycznymi możliwościami ludzkimi (złożenie tafli) oraz gabarytami wewnętrznymi autoklawu.
|
|
Laminowanie szkła giętego |
Wymiary laminatu giętego w Dubiel Vitrum:
Laminowanie szkła giętego odbywa się za pomocą worka próżniowego, w którym umieszcza się "kanapkę", a następnie odpompowuje powietrze przy pomocy pompy próżniowej. Istnieje możliwość usługowego laminowania szkła powierzonego w innych wymiarach niż podane wyżej – w takich przypadkach prosimy o kontakt z działem sprzedaży. |
|
Laminowanie szkła ornamentowego |
Laminuje się tylko stronę gładką szkła ornamentowego. Możliwości i ograniczenia – jak w laminowaniu szkła płaskiego. |
UWAGA: Istnieje różnica w siatce spękań dla szkła hartowanego laminowanego ESG VSG i zwykłego szkła hartowanego ESG.
Szkło lodowe
Szkło lodowe (tłuczone) ma postać tafli szklanej, która na pierwszy rzut oka różni się od zwykłego szkła budowlanego tym, że jej struktura została rozbita wewnątrz przy zachowaniu gładkiej i nienaruszonej powierzchni z zewnątrz.
Szkło lodowe powstaje dzięki technologii laminowania i jest szkłem bezpiecznym. Składa się z trzech zespolonych ze sobą warstw: zewnętrzne warstwy to szkło odprężone, natomiast tafla środkowa to zahartowane szkło, które po rozbiciu charakteryzuje się drobną siatką spękań. W ten sposób dwie zewnętrzne warstwy są gładkie i nienaruszone, natomiast warstwa wewnętrzna (środkowa) jest rozbitą taflą szklaną – dla uzyskania efektu potłuczonej szyby (patrz zdjęcia niżej).
Szkło lodowe to laminat w konfiguracjach np. 8/6/8 mm lub 6/6/6 mm lub szkło zespolone przy pomocy żywicy. Szkło lodowe produkuje się w różnej kolorystyce – pożądaną barwę nadaje się jednej spośród warstw (poprzez zastosowanie szkła barwionego w masie) albo poprzez zabarwienie spoiwa łączącego warstwy (poprzez dodanie barwnika do żywicy). Dzięki użyciu szkła barwionego w masie (typu Antisol) jako warstwy ulegającej hartowaniu i rozbiciu, uzyskuje się jednolity, delikatny kolor szkła lodowego.
Zastosowanie szkła lodowego:
- blaty stołów
- blaty barów
- elementy dekoracyjne wnętrz
Zobacz też:
Żywicowanie szkła













Aktualności

31.05.2021
Lustra.pl to nowa strona na której prezentujemy informacje o produktach na bieżąco synchronizowane...
19.03.2020
Szanowni Klienci, informujemy, że pomimo zaistniałej sytuacji związanej z koronawirusem SARS-CoV-2...

20.10.2018
Firma Dubiel Vitrum zajęła trzecie miejsce w Małopolsce, w konkursie - "Pracodawca - organizator...