Lustra
Lustra Dubiel Vitrum cechuje perfekcyjna jakość wykonania.
Ich wzornictwo jest zgodne z najnowszymi trendami i pozwala na zastosowanie zarówno we wnętrzach klasycznych, jak i nowoczesnych.
Produkty
Meble i kafle
Meble szklane - proste, lekkie, prawie niewidoczne
Szklane meble Dubiel Vitrum to proste formy podążające za nowoczesnym, światowym wzornictwem, szkło o różnych grubościach i kolorach, precyzyjnie wykończone krawędzie oraz nowatorskie metody klejenia szkła, dzięki którym powstaje trawła spoinach a klej pozostaje niewidoczny.
Produkty
Szkło budowlane
Szkło łączy ważne dla budownictwa i architektury cechy: wytrzymałość, transparentność, podatność na obróbkę i zdobienie.
czytaj więcejProdukty
Szkło specjalne
Dubiel Vitrum jest dostawcą przetworzonego szkła płaskiego dla kilkuset polskich i zagranicznych odbiorców - producentów i wykonawców w wielu zróżnicowanych sektorach gospodarki.
Produkty
Zastosowania / Realizacje
Projekty indywidualne
Szkło w naszym otoczeniu
We współczesnych wnętrzach szkło znajduje zastosowanie coraz częściej, ze względu na swoje wyjątkowe cechy i walory estetyczne. Kompleksowo realizujemy projekty indywidualne i inwestycje, w których szkło wykorzystywane jest jako materiał konstrukcyjny lub element wyposażenia.
Zastosowania / Realizacje
Budowa linii do produkcji szkła warstwowego
Dubiel Vitrum dysponuje nowoczesną linią do laminowania szkła LLS 2235 firmy Bovone z Autoklawem firmy Italmatic. Jest to bardzo nowoczesna wysokowydajna linia, dająca możliwość produkowania wysokiej jakości szkła warstwowego.
Myjnia
Mycie szkła ma bardzo duże znaczenie w procesie laminowania szkła. Dysponujemy nowoczesną myjnią wykorzystująca zjawisko odwróconej osmozy. Do mycia szkła używa się wody w pełni zdemineralizowanej. Za pomocą tej metody uzyskujemy redukcję zanieczyszczeń rzędu 90-98%.
Clean Room
Jest to pomieszczenie w którym odbywa się przekładanie formatek folią. W pomieszczeniu tym muszą być zachowane specjalne rygorystyczne warunki, aby zagwarantować jak najlepsze właściwości adhezji foli. Należy zwracać uwagę aby temperatura w pomieszczeniu była utrzymywana w granicach 18 do 20°C oraz wilgotność od 25 do 30%.
Odpowietrzanie
Przełożone folią PVB tafle szkła nie mogą być poddane procesowi autoklawizacji bez wcześniejszego usunięcia powietrza, ponieważ zlaminowane szkło mogłoby zawierać pęcherze powietrza. Z tego powodu proces obróbki w autoklawie jest poprzedzony procesem prelaminacji czyli usuwania powietrza i wstępnego laminowania. Skuteczność tego procesu ma duży wpływ na jakość szkła laminowanego. Stosujemy dwie metody usuwania powietrza: proces gładzenia „nip-roll” oraz proces podciśnieniowy z użyciem worka próżniowego.
„Nip-roll”
„Nip-roll” (wygładzanie) jest najbardziej popularnym procesem odpowietrzania szkła płaskiego laminowanego, ponieważ jest procesem bardo wydajnym. W skład systemu wchodzi piec z dwiema strefami grzewczymi i dwoma parami rolek. Ponieważ ciepło przenoszone z powierzchni szkła do folii jest głównie odpowiedzialne za jednorodne nagrzanie laminatu, nagrzewanie musi być przeprowadzone w odpowiednim czasie. Wskutek tego, czas jak i stopień dostarczanego ciepła musi być optymalnie dobrany, tak aby krawędzie szkła nie zostały zbyt wcześnie całkowicie związane ze sobą. W momencie kiedy krawędzie zostają uszczelnione, uwięzione powietrze nie może się wydostać, czego efektem są pęcherze powietrza w produkcie końcowym.
Proces odpowietrzania musi być przeprowadzany w temperaturze niższej niż temperatura uszczelniania. Z drugiej strony temperatura musi być wystarczająco wysoka aby zapewnić jednorodną adhezję folii PVB do powierzchni szkła. Bez tego, laminat mógłby się przedwcześnie rozdzielić i powietrze mogłoby ponownie dostać się do laminatu w autoklawie. Jakość odpowietrzania można sprawdzić poprzez wygląd ściśniętej „kanapki”.
Proces podciśnieniowy
Proces podciśnieniowy polega na odpowietrzaniu laminatu w specjalnym worku próżniowym. Jest to proces mało wydajny. Większe formatki trudno jest odpowietrzyć w procesie próżniowym w związku z ograniczeniami fizycznymi. Metoda ma zastosowanie do laminowania np. szkła giętego, może być korzystna również przy produkcji jednorazowych specjalnych struktur.
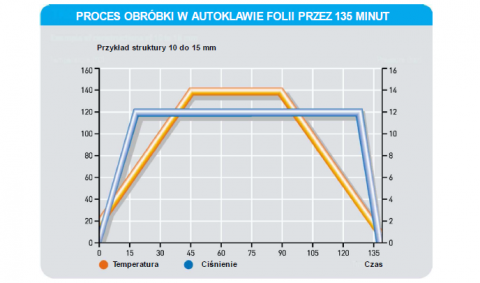
Autoklaw
Obróbka w autoklawie to ostatni etap produkcji laminowanego szkła. Ostateczne zespolenie warstw szkła z foliami PVB zależy od odpowiedniej temperatury, ciśnienia i czasu. Uzyskanie pożądanych w tym procesie warunków umożliwia autoklaw. Obróbka większych i grubszych formatek laminatu wymaga innych warunków niż obróbka cienkich i małych laminatów, które powinny być wolniej nagrzewane i chłodzone, aby uniknąć naprężeń wewnętrznych.
Autoklaw to szczelny cylinder, otwierany i zamykany z jednej strony ciężką pokrywą za pomocą siłowników hydraulicznych. Zapotrzebowanie na sprężone powietrze realizowane jest za pomocą sprężarki śrubowej. Zabezpieczenie przed nadciśnieniem realizowane jest za pomocą zaworu bezpieczeństwa. Czas cyklu autoklawizacji zależy od ilości szkła i może się wahać od 1 do 6 godzin, w zależności od programu wzrostu ciśnienia, poziomu ciśnienia i krzywej temperatury.
Aktualności

31.05.2021
Lustra.pl to nowa strona na której prezentujemy informacje o produktach na bieżąco synchronizowane...
19.03.2020
Szanowni Klienci, informujemy, że pomimo zaistniałej sytuacji związanej z koronawirusem SARS-CoV-2...

20.10.2018
Firma Dubiel Vitrum zajęła trzecie miejsce w Małopolsce, w konkursie - "Pracodawca - organizator...